


Per “finissaggio tessile” si intendono quei trattamenti a cui si sottopone il materiale tessile in lavorazione (fiocco, nastro, filato, tessuto) per migliorare le lavorazioni successive.
La parola descrive l’insieme di operazioni finalizzate a migliorarne mano, aspetto, proprietà e possibili applicazioni del prodotto, o per conferirgli nuove proprietà. Se esse sono incomplete e non ben eseguite, durante la manutenzione e l’uso si possono originare difetti.
Stiamo parlando, ad esempio, di:
- candeggio,
- purga tessile,
- bruciapelo tessile o gasatura tessile,
- vaporissaggio,
- termofissazione,
- sodatura,
- sbozzima,
- mererizzo,
- termofissazione,
- lavaggio,
- sgommatura.

La presenza sull’ordito della pellicola detta bozzima (liquido colloso usato per impregnare i filati prima della tessitura) dato in fase di imbozzimatura rende difficoltose le successive lavorazioni, per cui bisogna eliminarla; eventuali residui di bozzima provocano assorbimenti di colore differenziati in tintura.
Imbozzimatura
L’imbozzimatura è, infatti, la ricopertura con resina eliminabile al lavaggio dei fili di ordito prima della tessitura per renderli più lisci e resistenti. È necessario proteggere il filo di ordito nella tessitura con sostanze capaci di formare per asciugamento una pellicola resistente elastica tipo guaina protettiva.
L’operazione di bozzima effettuata con metodi discontinui, per esempio “jigger”, o con metodi semicontinui (foulardaggio e rotazione per 12 ore pad batch) e continui (foulardaggio e vaporizzazione pad steam), consiste nelle seguenti azioni:
- l’impregnazione del tessuto con bagno sbozzimante per il tempo necessario a rigonfiare (reidratazione) la pellicola protettiva;
- l’intervento con azione chimica solubilizzante (tempo prolungato di stoccaggio o accelerazione con vaporissaggio). In genere, per demolire, si usano degli enzimi amilolitici;
- lavaggio a caldo per solubilizzare ed eliminare i residui di bozzima.
Per esempio, nel cotone, le bozzime utilizzate sono di tipo amidaceo e si utilizzano, come prodotto di sbozzima, enzimi opportuni che degradano biologicamente l’amido.
È un’operazione che serve a eliminare i peli sporgenti, effettuata di solito sulle pezze ortogonali gregge di lino e cotone. La pelosità infatti toglie brillantezza al tessuto e gli conferisce un aspetto peloso e invecchiato.
L’eliminazione della pelosità può essere effettuata con due diversi sistemi:
- bruciapelo tessile (o gasatura tessile) termico = trattamento con fiamma;
- bruciapelo tessile (o gasatura tessile) chimico = trattamento con enzimi.

Il tessuto passa velocemente (un solo lato o entrambi) sopra la fiamma: i peli sporgenti vengono eliminati. La fiamma è in genere perpendicolare al tessuto posta a una distanza di 1,5-4 mm dalla punta della fiamma.
Sotto il tessuto, sul lato opposto alla fiamma, è posizionato un aspiratore che ha il compito di attirare la fiamma concentrando il calore sul tessuto. Il tessuto scorre sopra la fiamma con velocità da 50 a 100 m/min. Un lavaggio successivo elimina i residui della combustione. Lo stesso procedimento può essere effettuato sul filato.
Il trattamento sostituisce quello termico, operando con un bagno di enzimi che aggrediscono superficialmente la fibra cellulosica, eliminando le fibrille.
Esistono vari tipi di enzimi: quello più utilizzato è la “cellulasi” impiegato su cotone e fibre cellulosiche. Al termine del trattamento con enzimi è necessario neutralizzarli agendo sulla temperatura, altrimenti gli enzimi continuano nella loro azione disgregatrice del tessuto.
Dopo il trattamento del bruciapelo tessile (o gasatura tessile), sia termico sia soprattutto enzimatico, è importante verificare la resistenza del tessuto, che può essere stata intaccata per anomalie di applicazione dell’enzima stesso o della eccessiva esposizione al calore.
La funzione dei candeggianti è quella di ossidare le ultime tracce di sporco che i tensioattivi e gli altri prodotti non sono riusciti ad eliminare (macchie di caffè, vino, frutta e simili). Serve a ottenere il bianco, preparare il fondo per la tintura, scaricare tinte indesiderate.
Esistono i seguenti tipi di agenti candeggianti:
- candeggina o varechina o ipoclorito sodico. Tra i vari candeggianti chimici è quello che ha un’azione ossidante più forte e pertanto se non viene utilizzato nelle giuste concentrazioni e a temperature controllate può provocare forti danni al tessuto (decolorazioni, perdita di resistenza, falli e simili). La presenza di metalli può accelerare l’azione del candeggiante con gravi danni (azione catalitica). Ha una spiccata azione battericida e germicida.
- perborato sodico: ha un’azione meno spinta dell’ipoclorito; si presenta come una polvere bianca, poco solubile, ma facilmente decomponibile in acqua, liberando acqua ossigenata; in genere viene usato incorporato al prodotto di lavaggio o addizionandolo ad un altro della gamma (rafforzatore). Non è efficace come germicida.
- acqua ossigenata o perossido di idrogeno: ossida le impurezze della fibra col risultato di candeggiarla; nei processi di candeggio viene usata a concentrazioni di ossigeno attivo di circa il 20-30%. Al 3% viene usata come disinfettante. Ha un’azione meno spinta del perborato.

Aumentano la luminosità del bianco, trasformando la lunghezza d’onda dei raggi ultravioletti, non visibili, nello spettro del visibile. La superficie del tessuto emette radiazioni più visibili per l’occhio umano.
Mentre per candeggio o sbianca si indicano tutti quei trattamenti il cui scopo è quello di eliminare dalle fibre le colorazioni naturalmente presenti (alcune macchie di sudiciume o invecchiamento, con tonalità beige, arancio, giallo, bruno rosso), il candeggio ottico serve invece a coprire le colorazioni lasciate da quello chimico. Oggi viene effettuato per lo più con coloranti fluorescenti (effetto discoteca o “più bianco del bianco”).
Gli sbiancanti ottici, infatti, non rimuovono la macchia, ma la coprono con una patina, nascondendola. La loro azione è infatti principalmente sull’occhio e non sulla macchia.
Difetto: bassa solidità dei colori alla luce.
Scarica gratuitamente l’articolo completo sulla nobilitazione!
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
FINISSAGGIO TESSILE MECCANICO
Conoscete la differenza tra finissaggio tessile meccanico e finissaggio tessile chimico? Scopriamola insieme, per poi analizzare quelli di natura meccanica.
I finissaggi si distinguono in meccanici e chimici:
- sono meccanici se si utilizzano per l’applicazione di principi fisici quali frizione, temperatura, pressione, tensione e simili;
- sono chimici se ai tessuti o capi si applicano prodotti chimici naturali e/o di sintesi che si legano alle fibre;
- infine possono esserci combinazioni dei due.
La scelta del tipo di finissaggio è in funzione della natura fibrosa del materiale e l’utilizzo finale del tessuto o capo. Vediamo ora quelli meccanici.
Calandratura tessuti e plissettatura a secco

La calandra permette di dare ai tessuti lucentezza e compattezza, dovute alla pressione esercitata sulla merce dai cilindri fra cui è incorsata.
Tramite questo procedimento, a seconda del tipo di cilindri e delle condizioni di lavoro si possono ottenere effetti diversi, quali l’effetto lucido per l’appiattimento della superficie e la maggior riflessione della luce o il miglioramento della mano per ottenimento di una superficie liscia, morbida e più piena.
Gli effetti di lucido possono essere resi permanenti con l’impiego di fibre termoplastiche come il nylon, o con l’applicazione di prodotti a base di resine (ad esempio effetto cinzato = effetto lucido speculare permanente), grazie ai quali si ottiene una superficie liscia e brillante, quasi cerata.
La goffratura consiste nell’incisione a caldo di un disegno sul tessuto mediante una calandra particolare, ove il cilindro rigido riscaldato presenta delle incisioni in rilievo.
Infine si può ottenere l’effetto moiré: disegni lucenti e ondulati – noti appunto come moiré – realizzati goffrando il tessuto o premendolo con una superficie finemente solcata o ricoperta da rilievi sottilissimi. In questo caso la lucentezza viene prodotta per diffrazione della luce.
Plissettatura a caldo
La pieghettatura plissettatura, conosciuta anche come “plissage”, è una tecnica sartoriale con cui si realizza un tessuto fittamente pieghettato. Il tessuto oggetto di pieghettatura è chiamato “plissé”.
Alcuni effetti prodotti dalla calandra o dalla plissettatrice non sono permanenti, ad esempio può verificarsi la perdita della lucentezza e della mano. Altri effetti – quali cinzatura, effetto moiré, goffratura e pieghettatura – possono essere permanenti o scomparire con il lavaggio a seconda della composizione e struttura del tessuto.
Smerigliatura
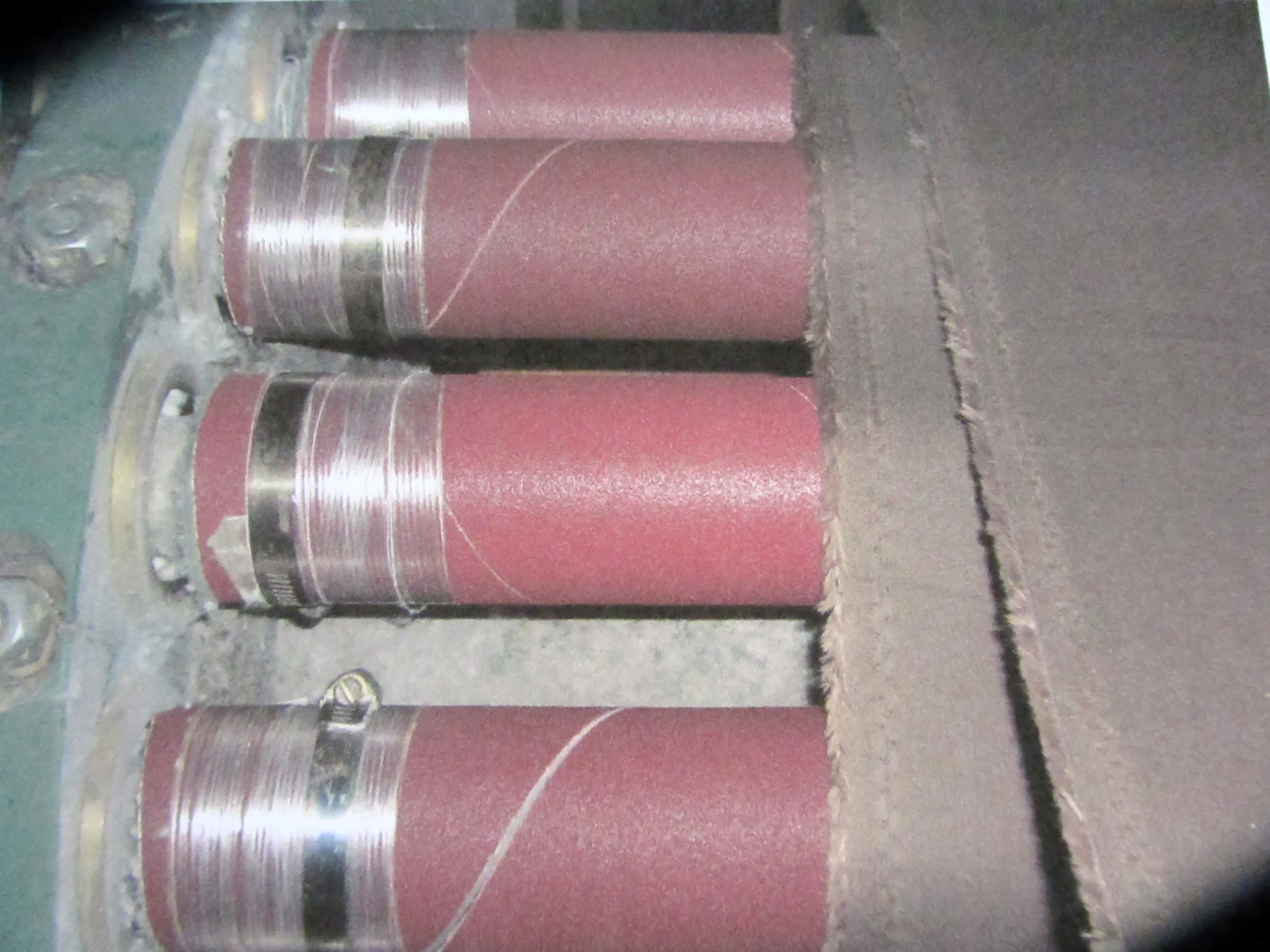
La macchina detta “smerigliatrice” è composta da cilindri rotanti ricoperti di carta abrasiva. Al passaggio del tessuto pressato sul cilindro si solleva una fitta e corta peluria, ottenendo una mano morbida e scorrevole detta “mano pesca” perché il trattamento dà una minuta pelosità superficiale simile a quella di frutti come pesche o albicocche. Il pelo è cortissimo ma molto folto, e la sensazione tattile è chiaramente percepibile.
È importante verificare che la macchina sia provvista di spazzolatrice in uscita per rimuovere le polveri. La carta vetrata può variare in funzione del grado di smerigliatura che si vuole ottenere e si deve cambiare dopo un certo numero di ore. La smerigliatura diminuisce la resistenza meccanica del tessuto almeno di un 30-40 % e il tessuto diventa più esposto alle sollecitazioni di usura, trazione e lacerazione.
I difetti che si possono evidenziare nel lavaggio su un tessuto smerigliato sono:
- lacerazioni per eccessivo indebolimento del tessuto;
- rigature e fasce di colore diverso;
- macchie per bassa solidità del colore allo sfregamento.

Il difetto della bassa resistenza alla lacerazione si evidenzia se nel lavaggio si utilizzano ammorbidenti che favoriscono lo scorrimento delle fibre: il tessuto è già morbido per la smerigliatura, non ha senso aggiungere morbidezza.
Smeriglio
Per ridurre queste difettosità, le smerigliatrici di ultima generazione ai rulli ricoperti con carta smeriglio sostituiscono spazzole rotanti con fibre al carbonio.
Scarica gratuitamente l’articolo completo sul finissaggio tessile meccanico!
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
FINISSAGGIO TESSILE CHIMICO
Molti sono i danni che si possono originare durante l’uso e la manutenzione per un finissaggio non corretto. Dopo aver parlato dei finissaggi meccanici, in questo articolo approfondiamo i finissaggi chimici.
Principali operazioni di finissaggio tessile
-
Trattamento ammorbidente
Il trattamento ammorbidente serve a conferire morbido superficiale, liscio superficiale ed elasticità. Si realizza in bagno acquoso utilizzando ammorbidenti di varie tipologie, oppure in bagno di solvente usando i prodotti siliconici (derivati dei polisilossani) che formano una pellicola superficiale lubrificante e in parte idrorepellente, con mano serica.
-
Trattamento impermeabilizzante
Per impermeabilizzare il tessuto viene applicata una pellicola che rende il tessuto non permeabile all’aria e all’acqua. Un’altra tipologia di trattamento che limita l’assorbimento dell’acqua è il cosiddetto “trattamento idrofobo”, in cui si applicano al tessuto delle sostanze a bassa tensione superficiale rendendolo non bagnabile, pur conservandone le proprietà di permeabilità all’aria e al vapore. (Fig. 1 e Fig. 2)


-
Trattamento antisporco
Riduce l’accumulo di sporco sul tessuto dovuto a trasferimento diretto per contatto, per deposito dall’aria, per deposito da soluzioni acquose, per depositi da solvente e così via. In riferimento a questo trattamento si usano spesso le parole “soil repelling” (respingere lo sporco), “soil release” (lasciarsi pulire facilmente), “antisoil redeposition” (evitare l’ingrigimento nel lavaggio per rideposito dell’acqua sporca di lavaggio). Altri trattamenti legati allo sporco sono:
- trattamento oleofobo, per limitare la penetrazione di sostanze grasse;
- trattamento antimacchia;
- finissaggio “soil release”, per migliorare la capacità di rilasciare lo sporco attraverso un lavaggio a umido;
- finissaggio antistatico, per evitare l’accumulo di cariche elettrostatiche su filati e tessuti in fibre sintetiche (non assorbono acqua, pertanto tendono a caricarsi elettricamente).
-
Trattamenti al plasma
Il plasma può essere considerato un nuovo stato della materia oltre i tre noti: stato solido, liquido e gassoso. Un gas (aria, ossigeno, azoto, argo e simili) viene iniettato all’interno di un reattore con una pressione di 0,5 mbar e ionizzato tramite due elettrodi, tra i quali è realizzato un campo elettrico ad alta frequenza. Si tratta di plasma freddo, che consente il trattamento anche di tessuti a basso punto di fusione, come il propilene: il tessuto viene sottoposto a un bombardamento da parte degli elementi costituenti il plasma (ioni, elettroni, radiazioni UV), provenienti dalla scomposizione del gas e dotati di elevatissima energia cinetica.
La superficie (solo alcuni strati molecolari) viene modificata sia fisicamente sia chimicamente, senza che le proprietà meccaniche del tessuto vengano modificate. Il trattamento migliora la resistenza alla delaminazione, la solidità, la resistenza all’infeltrimento, la tingibilità, l’eliminazione dei prodotti chimici.
-
Trattamenti con enzimi
Gli enzimi sono proteine presenti in tutte le cellule viventi, dove svolgono funzioni vitali nei processi metabolici, di crescita e riproduzione cellulare. Sono catalizzatori biologici in grado di accelerare le reazioni chimiche che avvengono negli organismi viventi.
Sono prodotti da cellule e non si riproducono autonomamente; diventano vivi, anche se non biologicamente attivi, in determinate condizioni di PH, temperature e così via. In passato gli enzimi erano di origine naturale, come le amilasi ottenute per fermentazione di microorganismi selezionati quali la tripsina pancreatica estratta da organi animali. L’ingegneria genetica e la bioingegneria hanno permesso di creare nuovi enzimi non esistenti in natura e di adattare le caratteristiche biochimiche di un enzima alle condizioni del processo industriale. Nel box di approfondimento sono indicati i principali enzimi usati nel Tessile.
- Amilasi: utilizzate per biopolishing di tessuti e capi cellulosici (bruciapelo enzimatico ed effetti delavè su tinto) e per lo ston wash di capi in denim in sostituzione della pietra pomice (utilizzata per scolorire jeans).
- Proteasi: utilizzate per trattamenti di fibre proteiche quali la lana e la seta per migliorare la resa di colore, ridurre il pilling, purgare e candeggiare la lana, ammorbidire, migliorare la stabilità dimensionale e la tendenza all’infeltrimento, ottenere effetti stone washed e così via.
- Catalasi: eliminazione di acqua ossigenata dopo candeggio.
- Lipasi: utilizzato per sbozzimare.
- Pectinasi: usato per purgare il cotone greggio.
Riportiamo un esempio di “biopolishing”, che si può considerare un bruciapelo enzimatico e consente di eliminare il cotone moro o immaturo, i neps e la peluria superficiale, e di prevenire il riformarsi di pilling. (Fig. 3 e 4) Viene utilizzato nel finissaggio del denim per schiarire. Se non viene neutralizzato, continua a lavorare indebolendo il tessuto, che si lacera facilmente (Fig. 5).



L’articolo continua con:
- Trattamento antibatterico
- Finitura Wash and Wear
- Trattamento antipiega
- Trattamento anitfiamma
- Accoppiatura
- Resinatura e spalmatura
- Resinatura a placcaggio
- Difetti di un trattamento di resinatura o spalmatura non riuscito
Scarica gratuitamente l’articolo completo sul finissaggio tessile chimico!
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
FINISSAGGI ESTREMI
Tessuti laminati, a effetto oliato o accoppiati pelle-tessuto: spesso gli effetti che vorrebbero stupire non garantiscono la qualità di un capo, che si rovina durante la manutenzione o l’indosso. Vediamo le principali casistiche.
I nuovi finissaggi utilizzati solo per creare particolari effetti stilistici (prestazioni formali) non possono garantire la qualità del capo, intesa come rispetto delle prestazioni funzionali durante la manutenzione e l’indosso.
Il consumatore, soprattutto di marchi importanti, pretende delle prestazioni minime a cui non è disposto a rinunciare. Spesso, tuttavia, l’estremizzazione del finissaggio per abbagliare e invitare il consumatore all’acquisto stride con le prestazioni del capo durante il suo indosso e la sua manutenzione.
Di seguito proponiamo esempi recenti di difettosità su capi ad alto contenuto estetico, realizzate con finissaggio estremo, rispettoso delle prestazioni successive del capo.
Tessuti laminati
I tessuti laminati sono ottenuti per trasferimento a caldo, sul tessuto, a partire da un supporto costituito da una carta argentata, dorata, glitterata e simili. Esistono diversi processi di stampa con i quali si può trasferire il colorante o pigmento.
In particolare, la stampa transfer dà forti effetti estetici a costi contenuti e si realizza in due tempi:
- prima si stampa un supporto (normalmente carta) con materiali appropriati;
- poi si trasferisce il disegno dal supporto cartaceo al tessuto, ponendo la carta stampata a contatto con il tessuto a caldo e applicando una pressione.
Il legame tra substrato tessile e lamina è di natura fisica (colla), non di natura chimica come nella stampa con coloranti, quindi la manutenzione di tali tessuti è estremamente difficoltosa.
Il lavaggio ad acqua provoca la scomparsa dell’effetto lucido e il lavaggio a secco degrada la stampa fino al distacco della lamina stessa. Le stesse sollecitazioni di indosso provocano, per sfregamento, la sbiaditura della stampa.
Trattandosi di un legame fisico e non chimico, si può stampare qualsiasi base indipendentemente dalla composizione. È un enorme vantaggio che consente di utilizzare una molteplicità infinita di materiali senza alcun problema nella realizzazione, nonostante le difficoltà nella manutenzione non presenti nella stampa con coloranti (Fig. 1, 2, 3, 4).




Effetto oliato tipo Barbour
In questa lavorazione, il tessuto viene impregnato di appretto tipo olio, in modo di dare una “mano” untuosa alla superficie.
Un esempio famoso può essere una giacca cerata a imitazione dell’intramontabile Barbour stile casual chic (Fig. 5): verde o marrone militare, cerniera e bottoni a pressione, interno in tartan, nata nel 1894 allo scopo di proteggere dalle intemperie del clima britannico i minatori e pescatori. Si tratta di tessuto thornproof, ossia un materiale isolante e impermeabile che ripara dalla pioggia e dal freddo ed è particolarmente resistente agli strappi e all’usura del tempo.
Con un tessuto del genere, un qualsiasi lavaggio – sia ad acqua sia a secco – provoca la perdita dell’effetto oliato del finissaggio in modo disuniforme, creando sbiaditure e macchie scure. Spesso, nel tempo, l’olio di superficie penetra all’interno e rende untuosa la fodera. Il fornitore di tali tessuti in genere vieta qualsiasi tipo di lavaggio che porterebbero a un intenso degrado cromatico del tessuto.
È possibile il ripristino dell’aspetto originale del capo cerando il capo con appositi prodotti, a costi elevati. Anche la solidità del colore allo sfregamento è bassa.

Stampa laser
Nell’incisione laser il materiale viene riscaldato così intensamente dal raggio laser incidente che, a seconda del tempo di esposizione, cambia colore e crea un contrasto, oppure evapora o brucia superficialmente. È dunque importante utilizzare una potenza laser bassa a seconda del materiale, altrimenti si danneggia il tessuto. Il denim di colore scuro o i tessuti in cotone possono essere facilmente “sbiancati” grazie all’incisione laser.
Scarica gratuitamente l’articolo completo sui finissaggi estremi!






